
Vrienden die dat doenInvesteringsuitgifteWeet dat dit bedrijf allemaal draait om "details bepalen succes of falen". Klanten willen misschien vliegtuigbladen, medische apparatuur of precisie -instrumentonderdelen en een verschil van 0,01 mm kan het product geschrapt maken. Laten we het vandaag hebben over hoe we de nauwkeurigheid van gietstukken kunnen bereiken.
1. Waxmodel maken - de "eerste pass" van nauwkeurigheid
Het waxmodel is als het "gen" van de gieten. Als deze stap scheef is, is de rest tevergeefs. Nu maakt de mainstream gebruik van 3D-printwasmodellen, en de nauwkeurigheid van lichtgeharde hars kan ± 0,05 mm bereiken, wat veel beter is dan traditionele handcarving. Maar let op de temperatuurregeling. Als de workshoptemperatuur verschilt met 5 ℃, kan de krimpsnelheid van het waxmodel onregelmatig zijn. Het wordt aanbevolen om apparatuur voor constante temperatuur en vochtigheid te gebruiken, bespaar dit kleine geld niet.
2. Shell Making Process - Laat de keramische schaal je niet "put"
Hoeveel lagen silica sol -verf worden aangebracht en hoe dik elke laag direct is beïnvloedt de uiteindelijke grootte. Eén fabriek was lui en borstelde één minder laag, wat resulteerde in zandgaten over het oppervlak van het gieten. Nu is het populair om "gradient shell maken" te gebruiken - fijn poeder voor de binnenste laag en grof poeder voor de buitenste laag, die niet alleen kan zorgen voor gladheid, maar ook de vervorming van de stress kan verminderen. Vergeet niet om de schaal lange tijd te drogen, anders zal deze rechtstreeks "exploderen" tijdens het ontwijken.
3. Smelten en gieten - het "humeur" van het gesmolten metaal moet worden begrepen
De krimpsnelheid van roestvrij staal en legering op hoge temperatuur kan met 1%verschillen! De schimmelgrootte moet worden aangepast volgens de materiaaleigenschappen. De stroomtemperatuur is nog kritischer. Een bepaalde fabriek in de luchtvaartonderdelen schraapte het gieten direct omdat de temperatuur 20 ℃ hoger was en de korrelgrootte grof was. Nu gebruiken we software voor vormanalyses van Mold Flow om van tevoren te simuleren, wat veel betrouwbaarder is dan vallen en opstaan.
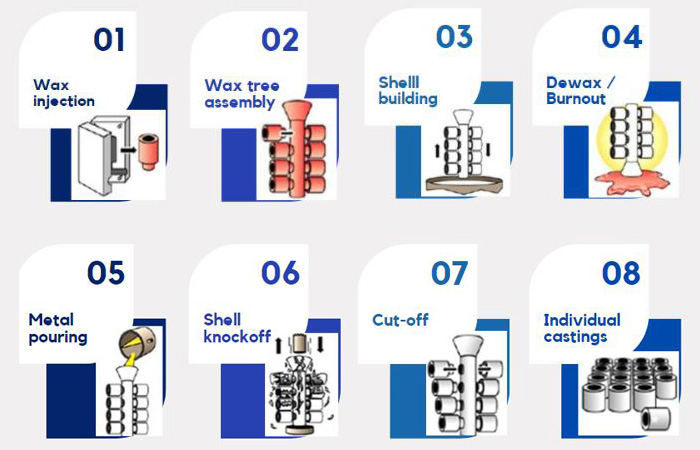
4. Nutverwerking - slijpen is niet gebaseerd op brute kracht
Het is stabieler om robots te gebruiken om de bronnen van te malenInvesteringscastingsdan handmatig werk, maar de programmering is prima. Ik heb mensen grote slijpwielen zien gebruiken om problemen te besparen, maar ze slijpen door de dunwandige delen. "Magnetisch slijpen" is nu populair. Kleine delen worden op zichzelf afgerond in het magnetische veld en de nauwkeurigheid kan worden geregeld tot ± 0,02 mm.
5. Inspectiemethoden - Wacht niet tot verzending om "de blinde doos te openen"
Drie-coördinaat meetmachine is standaard, maar vergeet röntgenfoutdetectie niet. Er was een fabriek die turbinebladen maakte. De oppervlakte-inspectie was allemaal gekwalificeerd, maar de röntgenfoto vond interne poriën en verloor bijna de bestelling van de klant. Nu wordt zelfs AI visuele inspectie gebruikt, wat sneller is dan het menselijk oog en geen fouten maakt.
Conclusie:
In de uiteindelijke analyse wordt de nauwkeurigheid van gietstukken bereikt door een hele reeks "combinatieponsen". Van waxvormen tot inspecties, elke link moet serieus worden genomen. Nu is de marktconcurrentie zo fel, wie een extra nauwkeurigheid kan krijgen, kan hoogwaardige bestellingen aannemen. De volgende keer dat de klant vraagt "hoe nauwkeurigheid te garanderen", gooi dit artikel gewoon naar hem toe - professionele zaken moeten worden opgelost met professionele methoden.
Als professionele fabrikant en leverancier bieden we producten van hoge kwaliteit. Als u geïnteresseerd bent in onze producten of vragen heeftNeem contact met ons op.
De meeste van onze offertes worden binnen 24/36 uur geleverd. en meestal in veel minder tijd, afhankelijk van de projectdetails.
Ons team zal rechtstreeks contact met u opnemen over uw offerte voor CNC-bewerking om ervoor te zorgen dat u alle aspecten van uw offerte hebt ontvangen en begrepen en om al uw vragen over uw opties te beantwoorden.